What is Physical Vapor Deposition (PVD)?
Physical vapor deposition (PVD) describes a group of thin film deposition techniques that involve vaporizing a solid material in a vacuum, then depositing that material onto a substrate. Coatings created in this manner are highly durable, and resistant to scratching and corrosion. PVD is useful in the production of devices ranging from solar cells to eyeglasses to semiconductors.
The benefits of PVD are numerous, and include the creation of a hard coating that is resistant to corrosion and scratching. PVD also creates thin films that can tolerate high temperatures. Denton’s PVD systems can be integrated with in-situ controls that allow for feedback and stability throughout the process.
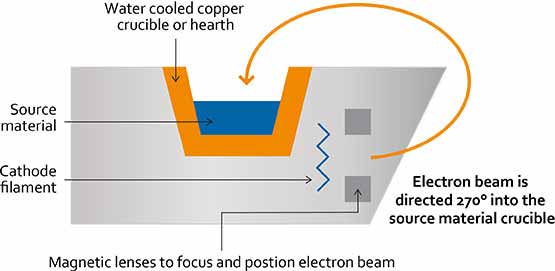
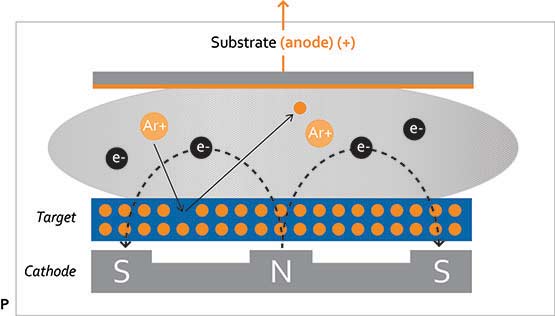
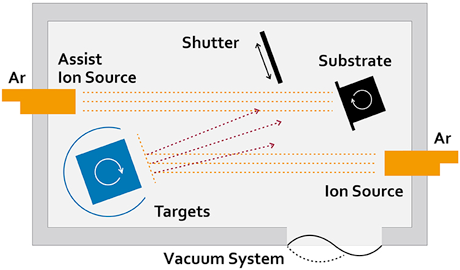
Potential drawbacks of PVD include cost, as these methods may require a larger investment than other thin film deposition processes. The cost can also vary among PVD methods themselves. For example, evaporation is a lower-cost type of PVD, while ion beam sputtering is a rather costly option. Magnetron sputtering is more expensive than other methods, but has better scalability.
A variety of techniques fall under the PVD umbrella. For a comparison of these method types, read: Which PVD Method to Use: Magnetron Sputtering v. Evaporation.